


Why Curing Conditions for Test Cylinders is Important
Acceptance testing for specified concrete strength is, and always has been, a necessary step in the construction industry. Nowadays, this process includes making cylinders or beams on site and bringing them to the lab for strength testing, followed by a step procedure which is outlined in ASTM C31/C31M. This standard outlines the test procedure for two types of cylinders (or beams); standard-cured and field-cured.
Both tests shouldn’t be confused with one another; the standard-cure provides acceptance for the concrete that was delivered, and the field-cured are used for estimation of the real-time strength of form removal, shoring, and road openings.
In both cases, the steps to follow are similar; the specimen must be molded, cured on site, and transported to the lab. The main difference is the on-site curing conditions. A typical road map of the standard-cured specimen is shown in Figure 1.
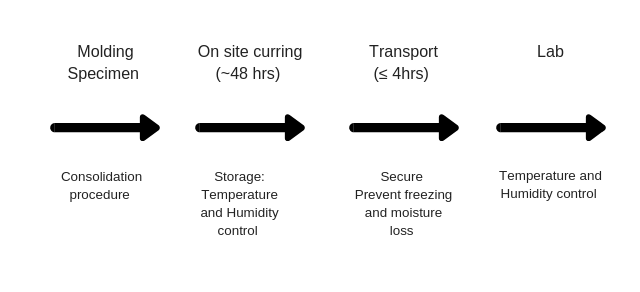
Figure 1. Timeline of Concrete Test Specimens
Even though this process is fully standardized, there has been a considerable amount of “bad” or low breaks recorded. In a recently published article in Concrete International entitled “Who is Watching Out for the Cylinders?” the authors argue that this data could be attributed to the standard specifications not being followed properly on site. The article summarizes the detailed procedures of ASTM C31/C31M for standard-cured specimens. Furthermore, it outlines the challenges faced on the construction site and the consequences for the concrete industry when these standards are not followed.
Want to learn more about what concrete curing is? Read this blog
Initial On-Site Curing
ACI 318-14, 301-16, 311.6-09 state that acceptance test specimens need to be standard-cured in accordance with ASTM C31/C31M. After the cylinders are molded, ambient temperature and humidity are to be monitored and maintained. Test specimens are required to be stored in a temperature range of 16°C to 27°C for a period of up to 48 hours (note: this curing condition is subject to change based on the type of concrete). Moisture and relative humidity loss are prevented by storing the samples in a moisture-filled environment, which is typically a cooler installed on site.
Learn how S&F Concrete accurately monitored concrete strength. Read the Case Study!
Improper temperature and relative humidity control at the initial stages of the cylinder life reflects in the deviation of strength in the concrete from its true value at later ages because of their direct involvement in the hydration process. Conforming to standards and procedures throughout the construction process is therefore heavily relied on safety and efficiency. An ongoing study done by Colorado Ready Mixed Concrete Association (CRMCA) has shown that initial curing in accordance with ASTM C31/C31M was only performed on roughly half of project sites visited.
While this study was only conducted in one state, it is probable that similar observations would be found throughout the US. Results of three studies shown in “Who is Watching Out for the Cylinders?” quantify the strength difference to be expected from proper curing vs. curing in different conditions specified by ATM C31/ C31M. The results from the above studies show that it is important to adhere to the initial curing conditions specified in the standard to achieve measurements that accurately depict the true strength of the concrete.
The First Study
This study calculated the compressive strength of test specimens cured in air for 1 and 3 days respectively. These values were compared with a compressive strength of 38.5 MPa (5590 psi) for specimens moist cured at 23°C (73°F) and 100% RH from the time of molding until testing. Results showed a relative 28-day strength variation of 12% for 1 day and 15% for 3 days.
The Second Study
This analysis investigated the relative strength of specimens at the extremities of the temperature and moisture ranges specified in ASTM C31/C31M using two cement mixtures. The results displayed an average variation of 10% relative 28-day strength across the two cement mixtures. As predicted, specimens initially cured in the air had a higher temperature rise in comparison to specimens initially cured in water.
The Third Study
The examination analyzed the effects of initial curing under hot weather conditions for 28-day compressive strength. Under five different initial curing conditions, the results showed that specimens initially cured in water, in a thermostatically controlled curing box with outdoor exposure, exhibited comparable strengths to specimens immersed in lime water and cured in the laboratory. Specimens exposed to ambient conditions without temperature control showed strength reductions of 12-17% compared to controlled specimens.
Another problem often faced on the field is confusion regarding which party is responsible for supplying the on-site curing facility. Different ACI guides have their own requirements for the concrete test report. This includes information about the initial curing period, who needs the space and electrical power for initial curing, and lastly who verifies that the standard curing is according to ASTM C31/C31M. To ensure proper initial curing conditions, it is recommended that the project specifications state who is responsible for supplying the on-site curing facility.
Interested in getting real-time data? Learn more here!
Transportation
Following the initial curing on-site, the specimens for standard-cured and field-cured are transported to the laboratory. Due to their relatively low strength, early-age specimens are highly susceptible to mechanical damage, such as micro-cracking, if not protected from jolting, which is typically experienced during transportation.

ASTM C31/C31M outlines the details for safe transport of the specimens with transportation time not exceeding 4 hours. These specimens need to be monitored for exposure conditions during the transport phase. This includes being protected from freezing with efficient insulation materials including; being wrapped in plastic, wet burlap, or surrounding them with wet sand to prevent moisture loss.
Even when handled with caution, transportation is still an issue. Test specimens that are placed in the back of trucks with no plastic caps or cushioning are subject to moisture loss and structural integrity. Although transportation is not a technical process, it is an important step in the process of ensuring the laboratory receives quality test specimens.
Benefits of Proper Initial Curing
Inconsistent initial curing can result in the under-estimation of compressive strength. To account for this, the number of required strength tests is often increased, and over design of the mixture can occur to guarantee a higher compressive strength. Understanding the importance of initial curing conditions and implementing necessary on-site guidelines to ensure effective conditions and proper transportation can have many benefits.
Such benefits include:
- accurate value of a concrete’s true compressive strength
- optimization of concrete mixtures
- reduction of destructive testing, and
- an overall reduction in costs
The low values from compressive tests increases the need for investigation of low strength tests, this being true for both field-cured and standard-cured cylinders. Test methods used to investigate the low strengths often involve curing concrete from the structural pour. This is often destructive, expensive, and labor-intensive, and inevitably increases costs. Proper initial curing conditions and transport of the specimens can reduce the need for these investigations, thus reducing costs related to project delays and the negative factors associated with destructive testing. Following the standards can benefit not only the parties in direct contact with the concrete, but also all stakeholders in the project.
Summary
Adhering to initial curing conditions in accordance with ASTM C31/C31M assigning the responsibility of on-site initial curing conditions, and safe transportation to the laboratory can effectively mitigate current problems faced with substandard initial curing. There is no alternative standard proposed for the acceptance test outlined in ASTM C31. However, there are other alternatives to field-cured cylinder tests, such as maturity, which is a completely non-destructive method and doesn’t require cylinders to be made on-site.






